|
Поиск по сайту: |
|
По базе: |
| Главная страница > Статьи | |||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Особенности применения электронных компонентов без содержания свинца (Pb-free) (Часть 2.)Как их паять?Прежде всего, следует развеять наиболее часто встречающееся среди разработчиков и производителей электронной техники заблуждение, что компоненты, не содержащие свинца, требуют специальных припоев и технологий пайки. В данном вопросе все ведущие производители единодушны – большинство Pb-free компонентов полностью совместимы со стандартными технологиями пайки оловянно-свинцовыми припоями. Исключения из этого правила – микросхемы в корпусах Ball Grid Array (BGA) и с редко встречающимися покрытиями выводов с использованием висмута (материал покрытия выводов конкретного электронного компонента, как правило, указан на сайте производителя). Более того – совместимость с требованиями RoHS, равно как и знак Pb-free вообще не означают, что элемент можно паять бессвинцовыми припоями, т.к. большинство из них имеют повышенную температуру плавления. Этот факт отдельно оговаривается в документации на элемент (см. максимально допустимую температуру пайки). Использовать технологии пайки, не использующие свинцово-содержащие припои, вам однозначно придётся лишь в том случае, если продукция должна соответствовать требованиям директивы RoHS. В таблице 2 приведены различные комбинации материалов выводов и технологий пайки с указанием возможных проблем и несовместимостей. Таблица 2. Комбинации материалов выводов и технологий пайки и их совместимость
Как видно из таблицы, традиционная технология пайки с использованием оловянно-свинцовых припоев полностью совместима с новыми Pb-free компонентами (за исключением интегральных микросхем в корпусах BGA и редко используемых покрытий с использованием висмута). Интегральные микросхемы с многослойным покрытием выводов золотом, палладием и никелем (Au-Pd-Ni) (этот материал выбран в качестве основного, к примеру, фирмами Texas Instruments и ST Microelectronics) имеют наименьшую вероятность несовместимости с технологией пайки. В таб. 3 приведен краткий обзор наиболее популярных припоев для традиционной и Pb-free технологий. Таблица 3. Основные типы припоев, используемых в электронной промышленности и их особенности
К сожалению, практически все припои, имеющие температуру плавления, близкую к 183°C (температура плавления традиционного оловянно-свинцового припоя) имеют серьёзные недостатки. В эту группу входят припои с использованием индия (основной недостаток – высокая цена), цинка (основной недостаток – проблемы с коррозией) и висмута (несовместим со свинцом, низкая прочность). Основываясь на результатах многолетних исследований, крупнейшие ассоциации производителей электронной техники (в частности, INEMI) рекомендуют в качестве альтернативы традиционным припоям сплавы SAC для пайки в печке и SnCu для пайки «волной»[5]. Основной проблемой при переходе на данные типы бессвинцовых припоев является более высокая температура плавления, что, в свою очередь, требует изменения профилей пайки. Стандартные профили пайки для Lead-free технологии приведены в стандарте JEDEC [4]. При ручной пайке Lead-free припоями (SAC-305) можно дать следующие рекомендации:
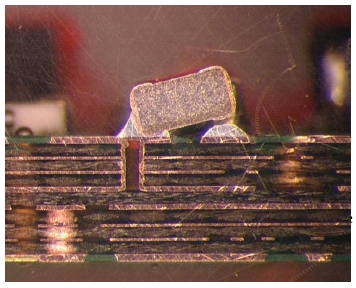
При выполнении этих рекомендаций и достаточной квалификации монтажников, качество ручной пайки Lead-free припоями соответствует наиболее высокому классу III требований IPC [8]. Что касается флюсов, клеев, смывок и других вспомогательных веществ для пайки, подавляющее их большинство может быть использовано как в традиционной технологии, так и при высокотемпературной пайке Lead-free припоями. То же касается и технологического оборудования (для нанесения паяльных паст и т.д.). Другие аспектыВажным моментом является тот факт, что повышенная температура пайки приводит к более высокой чувствительности компонентов к влажности. Это связано с тем, что повышение температуры пайки всего на 25°C приводит к примерно 1,5-кратному повышению давления водяного пара внутри компонента, что может вызвать различные механические дефекты. Чувствительность Припои, не содержащие свинца, как правило, имеют более высокий коэффициент поверхностного натяжения, что приводит к увеличению числа дефектов типа «tombstone» (поднятие компонента при пайке, см. Рис. 2).
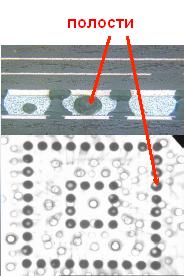
Кроме этого, отмечается ухудшенная смачиваемость выводов припоем при пайке выводных компонентов и увеличение числа дефектов типа «voids» (полости, рис. 3) при пайке микросхем в корпусе BGA, особенно при использовании плохо совместимых комбинаций припоя и материала «шариков».
В то же время, при чётком соблюдении требований к профилям пайки, большинством исследователей отмечается в целом более высокое качество пайки при использовании Lead-free технологий. Следует лишь иметь в виду, что характер наиболее часто встречающихся дефектов при переходе на новые технологии может измениться, что потребует адекватных изменений в системе контроля качества. Особенно это касается компонентов, выводы которых имеют покрытие Au-Pd-Ni, визуальный контроль качества пайки которых имеет существенные отличия.
Ещё одним немаловажным аспектом в наших климатических условиях является тот факт, что при температурах, ниже 13°C происходит фазовое превращение олова из b- в a- фракцию, известное, как «оловянная чума». В связи с этим, некоторые производители ограничивают срок хранения компонентов с покрытием из чистого олова при пониженных температурах, также следует учитывать этот эффект при использовании припоев с высоким содержанием олова. Так как «оловянная чума» сильно сказывается лишь при температурах ниже -40°C (при около-нулевых температурах процесс трансформации занимает многие годы) её влияние на Lead-free компоненты на данный момент изучено слабо [6]. Вероятно, это является причиной того, что практически никто из производителей на данный момент не перевёл на Lead-free технологии компоненты военного (Military и Aerospace) исполнения.
Следует также отметить проблему несовместимости некоторых традиционных электронных компонентов с Lead-free технологиями пайки. В первую очередь, это электролитические конденсаторы, большинство из которых имеет максимально допустимую температуру пайки в 225°C. Также следует обращать внимание на максимально допустимую температуру пайки моточных компонентов (дроссели, трансформаторы, реле и т.д.). В таких случаях можно рекомендовать в качестве временного решения ручную пайку термочувствительных элементов после пайки в печке, а в качестве долговременного – переход на более высокотемпературные компоненты (например, танталовые и керамические конденсаторы взамен электролитических).
У компонентов с покрытием чистым оловом существует проблема роста «усов» (tin whiskers) на выводах, теоретически способных вызвать замыкание. На Рис. 4 приведена фотография такого дефекта при увеличении 3000х [7].
К счастью, хотя бы этот вопрос производители компонентов взяли под свой контроль – считается, что рост «усов» в большей степени зависит от особенностей технологического процесса покрытия выводов, не зависящего от конечного пользователя.
Интегральные микросхемы и пассивные компоненты без содержания свинца (Lead-free, Pb-free) составляют всё больший процент среди электронных компонентов, в дальнейшем следует ожидать полного отказа от свинца в электронной промышленности. Экспортёрам продукции в страны ЕЭС и др. страны в самое ближайшее время придётся соблюдать требования директивы Евросоюза о запрещении использования опасных химических элементов в электронной продукции.
Подавляющее большинство компонентов без использования свинца совместимы со стандартными технологиями пайки оловянно-свинцовыми припоями (за исключением микросхем в корпусах BGA). В то же время, не все компоненты, произведенные по традиционной технологии совместимы с высокотемпературными технологиями пайки Lead-free припоями.
Использование наиболее популярных бессвинцовых припоев (сплав SAC) требует изменения профиля пайки (повышения температуры). Профили пайки стандартизированы JEDEC.
Высокотемпературные Lead-free технологии пайки требуют более жёсткого контроля параметров (температуры и скорости её изменения). В первую очередь, это касается инфракрасных печек, где параметры контролируются не так тщательно, как в конвекционных. Кроме этого, в некоторых случаях требуется модификация систем контроля качества. Также при изменении технологии пайки следует обращать внимание на условия хранения компонентов, в частности, учитывать уровень чувствительности к влажности (MSL). C другой стороны, при использовании Lead-free технологий повышается общее качество пайки, в частности, механические характеристики.
При выполнении ряда рекомендаций ручная пайка высокотемпературными Lead-free припоями обеспечивает все необходимые требования по качеству.
При подготовке материала также использованы данные фирм-производителей. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||