|
Поиск по сайту: |
|
По базе: |
| Главная страница > Статьи > Дайджест > Производство | |||||||||
|
|
||||||
Принцип работы гидравлических гильотинных ножницТехнологическая операция резки и раскроя листового металла применяется в производственных процессах многих предприятий. Для этого используют самый различный инструмент, от простых ручных ножниц до плазменной резки. Однако самым эффективным инструментом для резки листового металла толщиной до 60 мм являются гильотинные ножницы. Резка и раскрой металла на таких механизмах применяется в тех случаях, когда требуется изготовление деталей и заготовок прямолинейной конфигурации. Это может быть полоса, квадрат, прямоугольник, треугольник, трапеция и другие подобные фигуры. Виды гильотинных ножницСуществует много видов режущего оборудования гильотинного типа. Есть небольшие ручные механизмы и огромные станки, способные резать лист толщиной более 20 мм. Все стационарные гильотинные ножницы можно разделить по типу привода на три основных вида:
Все они развивают достаточно большое усилие при резке металла, но самые мощные имеют гидравлический привод. Он способен создать давление, превышающее 400 МПа (4000 кг/см2) и обеспечивает холодную резку металла толщиной до 60 мм при ширине листа 3 м. Кроме этого, у пневматических и электромеханических машин движение режущего ножа выполняется довольно резко. В результате, происходит удар и качество кромки при большой толщине листа хуже, чем у гидравлических устройств, где нож опускается плавно.
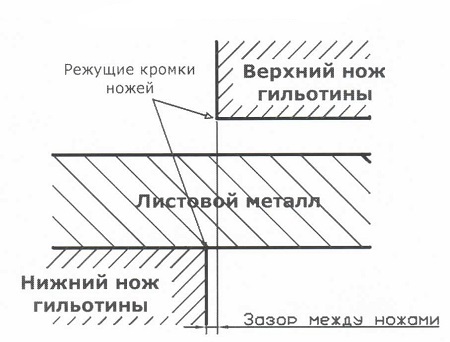
Важной особенностью режущего станка с гидравлическим приводом является отсутствие шума при работе. Это обеспечивается благодаря плавному ходу режущего инструмента, а также отсутствию электропривода и воздушных сбросных клапанов, которые устанавливаются на устройствах другого типа. Распространённые конструкцииНаиболее распространённые модели механизмов с гидроприводом предназначены для холодной резки металлического листа толщиной до 25 мм при ширине подачи не более 1,5 м. Они выпускаются серийно, имеют относительно простое устройство и доступны большинству предприятий по стоимости. Только в цехах крупных машиностроительных компаний можно увидеть ножницы для порезки металла толщиной до 60 мм и шириной листа до 3 м. Они изготавливаются по отдельным заказам, имеют большие габаритные размеры и вес. Кроме этого, потребность обработки материала такой толщины встречается редко и в отдельных случаях решается с помощью газопламенного оборудования или обычного пропанового резака с последующей механической обработкой. Принцип действия и устройство гидравлических ножницПринципиально гильотинная резка напоминает работу обыкновенных бытовых ножниц. Здесь тоже присутствуют два режущих лезвия, одно из которых находится ниже разрезаемого листа, а второе сверху. Двигаясь под воздействием гидравлического привода навстречу друг к другу, они благодаря огромному давлению, разрезают металл. Причём нижний нож перемещается совсем немного и скорее поддерживает лист снизу, а основное действие производится за счёт движения верхнего лезвия. Нижний нож расположен горизонтально, немного ниже разрезаемого листа. Верхнее лезвие может иметь горизонтальное или наклонное положение. При горизонтальном положении режущей кромки рез происходит сразу по всей ширине листа, а при наклонном по дуге, разрезая лист постепенно от одного края к другому. Второй вариант установки ножа позволяет при той же мощности гидравлики резать более толстый металл, однако стоят такие станки дороже, поскольку имеют более сложную конструкцию.
Для каждой толщины металла необходимо устанавливать соответствующий зазор между направлением режущих ножей. Он может быть установлен вручную, или с применением автоматики. Самая быстрая настройка возможна у гидравлических гильотин с программным управлением. В электронную память станка занесены десятки возможных вариантов порезки и достаточно простого нажатия кнопки для автоматической регулировки данного производственного оборудования. Особенности эксплуатацииТехнологический процесс реза при горизонтальном расположении верхнего лезвия включает в себя две стадии. Сначала металл действительно режется, а под конец процедуры ломается. Хорошо настроенный станок обеспечивает не менее 90% режущей стадии и не более 10% ломки. В этом случае резаный край будет ровным и не потребует дополнительной механической обработки. Если соотношение реза и ломки нарушено, то это говорит о том, что ножи выставлены неправильно или лезвия недостаточно острые. Внешним признаком такой ситуации является образование выступа на нижней кромке, который называется грат. В этом случае гидравлические ножницы необходимо выводить в ремонт.
Техника безопасностиБезопасная работа обеспечивается установкой защитных экранов и ограничителей хода в подающем механизме. Опускающаяся балка поднимается в исходное положение при помощи пружин или амортизаторов. При работе с металлическим листом оператор должен надеть плотные рукавицы с резиновым покрытием или кожаными нашивками. Края металла могут оказаться острыми, особенно при образовании грата.
Главная - Микросхемы - DOC - ЖКИ - Источники питания - Электромеханика - Интерфейсы - Программы - Применения - Статьи |
||||||